We use cookies to make your experience better. To comply with the new e-Privacy directive, we need to ask for your consent to set the cookies. Learn more.
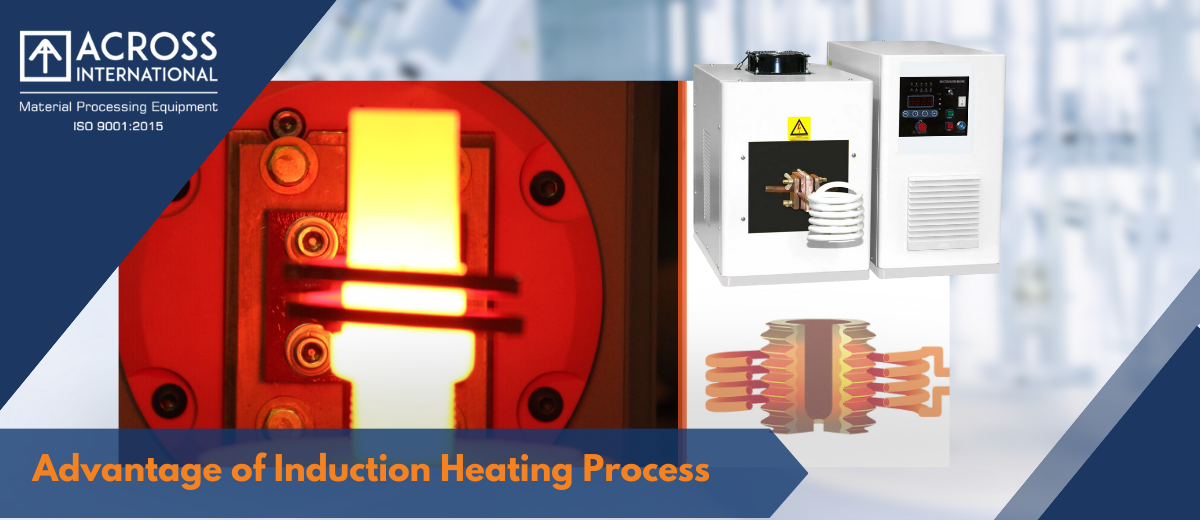
Advantage of Induction Heating Process
August 24, 2023
INDUCTION HEATING
INDUCTION HEATING is the heating of materials by electromagnetic action. A voltage is induced into a conductive component and the losses from the resulting current flows are seen as heat.
When an alternating current flows through a coil (inductor) a varying magnetic field is set up around and within the coil. When the coil surrounds or is near a conductive material (workpiece), the varying magnetic field links with and induces a voltage in the workpiece. The resulting current flows can be isolated eddy currents set up within the workpiece or circulating currents based on transformer action.
The inherent electrical resistance of the material to the current flow (I 2 R losses) results in the heating of the workpiece. A well-designed induction heating installation considers the properties of the material to be heated including resistivity, permeability (magnetic properties), part geometry, mass, and required heating rate. The characteristics of the induction installation are then selected to satisfy the heating requirement. Operational frequency, power rating, output head configuration, power density, and overall efficiency are considered.
Advantage of Induction Heating Process :
NON CONTACT HEATING
The heating of materials takes place without physical contact. Heating remains consistent without being affected by variables, such as contact resistance or the rate of heat transfer through changing surface conditions. Heating can take place in protective atmospheres or directly through coatings. The magnetic field does not affect nonconductive materials like plastic or ceramic. The photo shows an induction coil selectively heating components in a brazing operation, while they are fixtured inside a bell jar with an inert gas atmosphere.
SAFE AND FLAMELESS
Induction heating does not require an open flame, hot air blast, radiant heat, or hot soldering iron to endanger or cause discomfort to the operator or obscure the process. Non-conductive materials are not affected and can be near the heating zone without damage. The large terminal at right is soldered quickly and without damage to the insulation.
PRECISE HEAT INPUT
Heating coils are configured to precisely heat the location required. Varying coil shape, distance from the workpiece, and turn spacing allows for the even heating of parts by compensating for differences in mass and materials. An example is a shaped coil which evenly heats a rifle bolt handle and bolt. A correct heat pattern is achieved by forming the coil to a specific shape on the basis of experience and experiment.
REPEATABLE
Heating is identical cycle to cycle and part to part. Variations in incoming power are automatically compensated for. No warmup time is required. Timed cycles provide consistent results. This catheter tipping operation is an example of a process which requires exact heat input to assure a uniform product.
ELECTRONIC CONTROL
Solid state induction heating allows instantaneous heat on or heat off. Power levels can be varied throughout the heating cycle. Closed loop interface of a process using standard PLCs or temperature controllers is easily accomplished. For instance, tools can be brazed by starting with a low power heat to dry applied flux. This is followed by full power to rapidly achieve brazing temperature and finally a reduction in power to hold briefly at brazing temperature without overheating.
ECONOMICAL
Induction heating, when all costs are weighed, is often the best and most profitable heating alternative for the long term. Energy is directed only to the part to be heated and achieves much higher efficiency than fossil fuels or radiant heating systems. No warmup time is required, no changing of tanks, or leaving heat on when parts are not present. Failure rates are reduced when heating operations maintain consistency. Jobs like brazing fittings to tanks can be done reliably unit after unit without the need of a skilled operator.
Induction Brazing :
Induction heating is used to heat metals to be joined until a brazing alloy which is placed inside or in proximity to the joint, along with a fluxing agent, melts and creates a bond between the metals. The ability of induction heating to provide a controlled heat input and heat pattern with consistency greatly reduces the skill level required to produce joints of good quality and appearance. Across International Induction furnaces are used for brazing carbide to steel, PCD and CBN to holders, tube fittings and electrical contacts.
Across International is manufacturer of induction melting furnaces is the go-to place for high-quality.
Whether you’re looking for an induction melting furnace, a gold melting furnace, or accessories /spare parts for your induction heating equipment, Across International has what you need. For more information on our metal melting furnaces and replacement parts for your steel melting induction furnaces, contact Across International today.



Recent News





Recent News